 关注我们
关注我们

您当前所在位置:首页>管板加工 管板仰焊技术要点
新闻推荐
化工设备哪些是常用材料
化工生产过程的工艺条件非常复杂,压力范围从真空到高压甚至
化工设备检测方法
1、设备巡检的五字经是:听、摸、查、看、闻。2、润滑管理中
化工设备防腐控制的措施
由于化工设备的特点,腐蚀经常发生。因此,在化工设备的设计
化工设备注意事项
化工行业大量使用的化工设备反应釜,由于介质的腐蚀性、反应
联系我们
常州市今尔达机械制造有限公司
联系人:孙 13584562705
18151999799
电 话:0519-83852326
传 真:0519-83852326
Q Q:1255412836
邮 箱:stfhack@gmail.com
地 址:钟楼区五星街道新新村委工业园路98号新新工业园9号楼
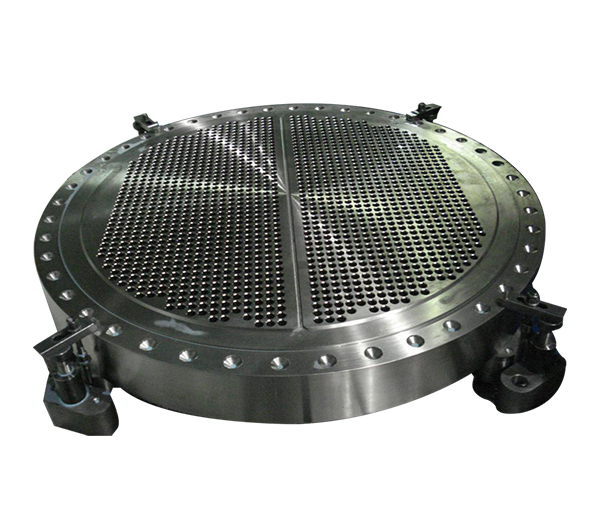
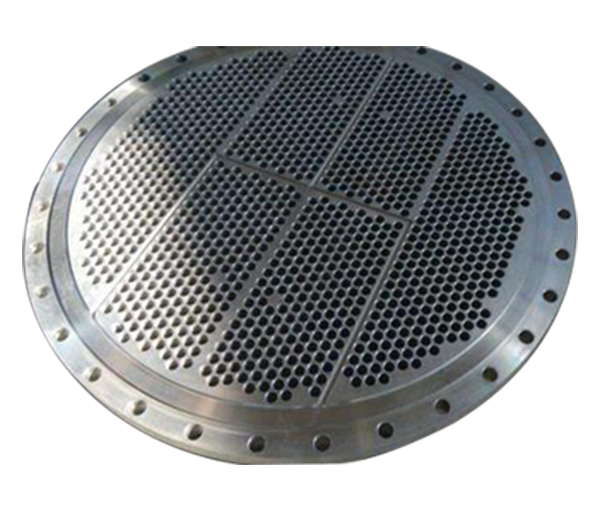
管板加工 管板仰焊技术要点
发布时间:2019-10-04 点击次数:次
在这里介绍的是小管径(φ56×3.0mm)的管板(δ12mm)插入式装配,并要求单面焊双面成形焊条电弧焊仰焊。材质为Q235-A,预制孔板坡角45°,钝边0.2~0.5mm,装配间隙2.5~3mm,错边量小于0.3mm。由于此类接头较难固定,管板的同轴度难以保证,一般采用定位胎具和外加固定板,定位
点焊应均布于对称的两个位置,固定板点焊长度约5mm。
本管板结构的焊接采用三层四道焊,即一层打底,二层中间填充,三层盖面分为上、下两道焊缝。
打底层焊,采用一点击穿法。首先在焊接固定板处任意一侧5~10mm的破口处引弧,然后将电弧拉至焊接固定板处,加热根部,压低电弧并借助电弧吹力作用尽量向坡口根部、背面输送熔滴;同时,焊条再始焊部位坡口内作轻微的横向快速摆动,并将焊条向上顶一下,听到“朴、朴”声后,一熔池形成,并在熔池前方形成熔孔,然后焊条急速想坡口一侧下方熄弧。这样一点一点把打底层焊好,焊后清渣。

填充层焊,焊接步骤与打底焊相同,采用短弧连续焊锯齿形运条。保证坡口两侧融合好,焊道表面应平整,并低于母材约1mm左右,不要熔化坡口棱边,焊后清渣。
盖面层焊,盖面层为两条焊道,先焊下面的焊道,后焊上面的焊道。焊前可先对填充层焊道凸起的部位打磨平整。
在焊接下面焊道时,电弧应对准填充焊道下沿,焊条作小幅度锯齿形摆动,焊条摆动到管子时,要稍作停留,以防咬边。熔池下沿超过管子并要深入0.5~1.0mm,熔池的上沿在填充焊道的1/2~2/3处。在焊接上面的焊道时,电弧以填充焊道上沿为主要,焊条作小幅摆动,焊条摆动到坡口边缘时,应以坡口边缘熔化0.5~1.0mm为准,使熔池将孔板和下面的盖面焊道圆滑地连接在一起。此时,焊接速度要适当加快,防止焊缝下坠。正常焊接时,焊接速度要均匀一致,这样才能焊出平整美观的焊缝。
您可能对此也感兴趣













相关阅读

