 关注我们
关注我们

您当前所在位置:首页>管壳式换热器中换热管与管板连接的工艺
新闻推荐
化工设备哪些是常用材料
化工生产过程的工艺条件非常复杂,压力范围从真空到高压甚至
化工设备检测方法
1、设备巡检的五字经是:听、摸、查、看、闻。2、润滑管理中
化工设备防腐控制的措施
由于化工设备的特点,腐蚀经常发生。因此,在化工设备的设计
化工设备注意事项
化工行业大量使用的化工设备反应釜,由于介质的腐蚀性、反应
联系我们
常州市今尔达机械制造有限公司
联系人:孙 13584562705
18151999799
电 话:0519-83852326
传 真:0519-83852326
Q Q:1255412836
邮 箱:stfhack@gmail.com
地 址:钟楼区五星街道新新村委工业园路98号新新工业园9号楼
管壳式换热器中换热管与管板连接的工艺
发布时间:2019-10-09 点击次数:次
一、简述热交换器做为将原材料中间热流体力学的一部分发热量传送给冷流体力学的传热设备,在大家生活起居及原油、化工厂、驱动力、药业、原子能和核工业等制造行业中拥有普遍的运用。它可做为单独的机器设备,如电加热器、凝汽器、冷却塔等;也可做为一些工艺技术的构成,如某些化工机械设备中的换热器等。

特别是在在能耗使用量很大的石油化工行业中,热交换器在化工厂生产制造的发热量互换和传送全过程中是必不可少的机器设备,在全部化工厂生产线设备中也占据非常的占比。
热交换器从其作用上看来,不仅是确保工业生产全过程对物质所规定的特殊溫度,与此同时都是提升电力能源使用率的关键机器设备。按其构造方式关键有板式热交换器、浮头式换热器、固定不动管板式热交换器和U形管式换热器这些。在其中除板式热交换器外,其他几类归属于管壳式换热器。
因为管壳式换热器具备企业容积上很大的传热总面积,并且传热好用,另外具备构造牢固、适应能力强、生产制造加工工艺成熟期等优势,已变成更为广泛应用的这种典型性的热交换器。
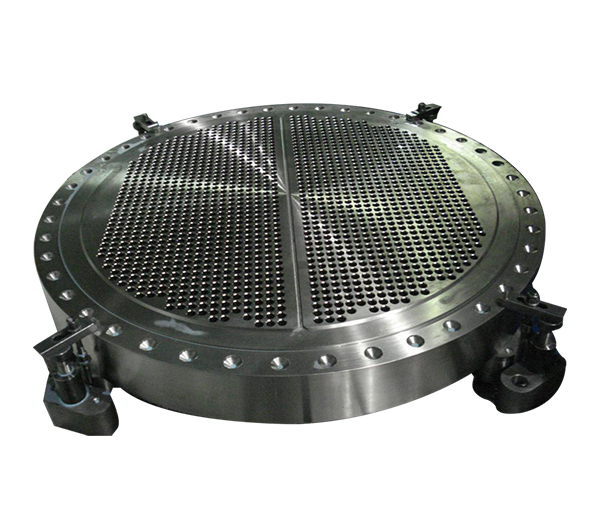
二、管壳式换热器中换散热片与管板的联接
在管壳式换热器中换散热片和管板是热交换器管程和壳程中间的唯一天然屏障,换散热片与管板中间的卡扣结构和联接品质决策了热交换器的品质好坏和使用期,是热交换器生产制造全过程中尤为重要的1个阶段。
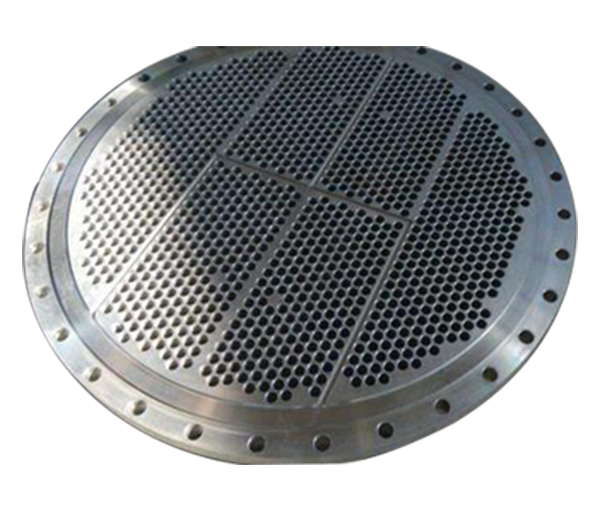
大部分热交换器的毁坏及无效都产生在换散热片与管板的联接位置,其联接连接头的品质也立即危害着化工机械设备及设备的安全性可信性,因而针对管壳式换热器中换散热片与管板的联接加工工艺就变成了热交换器生产制造品质保障体系中*重要的操纵阶段。现阶段在热交换器生产制造全过程中,换散热片与管板的联接关键有:电焊焊接、胀接、胀接加电焊焊接及其热接加胀接等方式 。
1.电焊焊接
换散热片与管板选用电焊焊接联接时,因为对管板生产加工规定较低,生产制造加工工艺简易,有不错的密闭性,而且电焊焊接、外型查验、检修都很便捷,是现阶段管壳式换热器中换散热片与管板联接运用更为普遍的这种联接方式 。在选用电焊焊接联接时,有确保对接焊缝密闭性及抗压强度脱抗压强度的抗压强度焊和仅确保换散热片和管板联接密闭性的密封性焊。针对抗压强度焊其性能指标有一定的限定,仅适用震动较寸和无空隙浸蚀的场所。
选用电焊焊接联接时,换散热片间间距不可以太近,不然遇热危害,焊接品质不容易获得确保,另外管端应留出必须的间距,以利于降低彼此之间的残余应力。换散热片抬起管板的长短要考虑要求的规定,以确保其合理的承载力。在焊接工艺上,依据换散热片和管板的材料能够选用焊条电弧焊、TIG焊、CO2焊等方式 开展电焊焊接。针对换散热片与管板间连接规定高的热交换器,如设计方案压力太大、设计方案溫度高、溫度转变大,及其承担交替变化荷载的热交换器、薄管板热交换器等宜选用TIG焊。
基本的电焊焊接联接方式 ,因为水管与管板孔中间存有空隙,易造成空隙浸蚀和超温,而且对接焊缝处造成的焊接应力也将会导致应力腐蚀和毁坏,这种都是使热交换器无效。现阶段在中国核工业、电力工业等制造行业应用的热交换器中,换散热片与管板的联接已刚开始应用内螺纹焊接工艺,这类联接方式 将换散热片与管板的梁端电焊焊接改成列管内螺纹电焊焊接,选用全熔透方式,清除了端部焊的间隙,提升了抗空隙浸蚀和抗应力腐蚀的工作能力,
其抗震动疲劳极限高,能承担高溫、髙压,对接焊缝的物理性能不错;对连接头可开展內部无损检测,焊接內部品质可获得操纵,提升了焊接的可信性。但内螺纹焊接工艺装配线较难,对焊接工艺要求高,生产制造和检测繁杂,而且生产制造成本费相对性较高。随之热交换器向高溫、髙压和进口替代发展趋势,对其生产制造品质规定愈来愈高,内螺纹焊接工艺将会获得更为普遍的运用。
2.胀接
胀接是这种传统式的换散热片与管板的联接方式 ,运用胀管器械使管板与水管造成弹塑性形变而密不可分迎合,产生坚固联接,超过即密封性又能抗拉脱的目地。在热交换器的生产制造全过程中,胀接适用无强烈的震动,无过大的溫度转变,无比较严重的应力腐蚀的场所。
现阶段选用的胀接加工工艺关键有机械设备滚胀和液压机胀接。机械设备滚胀胀接不均,如果水管与管板联接无效再用胀管来修补十分艰难;选用液袋式液压机胀接由电脑上操纵实际操作,精密度较高,能够确保胀接密不可分水平匀称相同,联接的可信性比机械设备胀接好些。但对生产加工精密度规定严苛,对满布的连接头要确保胀接取得成功也是必须艰难,假如无效再胀接修补也比较艰难。
3.胀接加电焊焊接
当溫度和工作压力较高,且在热膨胀、热冲击性、热浸蚀和流体力学工作压力的功效下,换散热片与管板相接处非常容易被毁坏,选用胀接或电焊焊接均无法确保联接抗压强度和密闭性的规定。现阶段普遍选用的是胀焊合用的方式 。胀接加电焊焊接构造可以合理地减振列管震动对焊接的损害,能够合理地清除应力腐蚀和空隙浸蚀,提升了连接头的缓解疲劳特性,
进而提升了热交换器的使用期,比单纯性胀接或抗压强度焊具备更高的抗压强度和密闭性。对一般的热交换器一般 选用“贴胀%抗压强度焊”的方式;而应用标准严苛的热交换器则规定选用“抗压强度胀%密封性焊”的方式。胀接加电焊焊接按胀接与电焊焊接在工艺流程中的依次顺序可分成先胀后焊和先焊后胀二种。
(1)先胀后焊胀接时应用的润滑脂会渗入进到连接头空隙,而他们对电焊焊接裂痕、出气孔等有较强的敏感度,进而使电焊焊接时造成缺点的状况更为比较严重。这种渗入进到空隙的油渍没办法消除整洁,因此选用先胀后焊加工工艺,不适合选用机械设备胀接的方法。选用贴胀固然耐压试验,但能够清除水管与管板管孔的空隙,因此能合理的减振列管震动到支管的电焊焊接位置。
可是选用基本手工制作或机械设备操纵的胀接方式 没法超过匀称的贴胀规定,而选用由电脑上操纵胀接工作压力的液袋式胀接方式 可便捷、匀称地保持贴胀规定。在电焊焊接时,因为高溫熔融金属材料的危害,空隙内汽体被加温而大幅度澎涨,这种具备超高压的汽体在泄露时对抗压强度胀的密封性特性会导致必须的损害。
(2)先焊后胀针对先焊后胀加工工艺,主要的难题是操纵水管与管板孔的精密度以及相互配合。当水管与管板管孔的空隙小到必须值后,胀接全过程将不会损害对接焊缝的品质。可是焊接口承担剪切应力的工作能力相对性较弱,因此抗压强度焊时,若操纵达不上规定,将会导致过胀无效或胀接对对接焊缝的损害。
在生产制造全过程中,换散热片的直径与管板管孔中间存有着很大的空隙,且每根换散热片的直径与管板管孔空隙沿径向不是匀称的。当电焊焊接进行后胀接时,水管轴线务必与管板管孔轴线相重叠,能够确保连接头品质,若空隙很大,因为水管的刚度很大,过大的胀接形变将对对接焊缝造成损害,乃至导致焊接口接触不良。
4.热接加胀接
选用热接和胀接的加工工艺有利于处理热交换器中换散热片与管板相接处常有的泄露和漏水的难题,关键的是依据被胶接件的工作中标准恰当挑选胶接剂。在加工工艺执行全过程时要融合热交换器的构造、规格挑选好加工工艺主要参数,包括干固工作压力、干固溫度、胀力距等,并在加工过程中严苛开展操纵。此加工工艺简易、容易操作、靠谱,在公司的具体应用中已获得了认同,具备营销推广使用价值。
三、总结
(1)在管壳式换热器换散热片与管板的联接方式 中,独立选用基本的电焊焊接或胀接都无法确保联接抗压强度和对密闭性的规定。
(2)选用胀接加电焊焊接的方式 有益于确保换散热片与管板间的联接抗压强度和密闭性,提升热交换器的使用期。
(3)选用热接加胀接的方式 有利于处理换散热片与管板联接时出現的泄露和漏水难题,加工工艺行之有效靠谱。
(4)内螺纹焊接工艺做为这种全熔透的焊接工艺,抗空隙浸蚀和抗应力腐蚀的工作能力、抗震动疲劳极限、对接焊缝的物理性能都非常好;焊接內部品质可获得操纵,提升了焊接的可信性,*先*宜在高档商品中应用推广。
您可能对此也感兴趣













相关阅读

